关键词 |
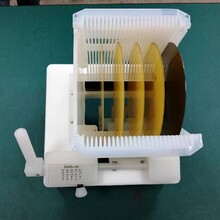
晶圆挑片器 |
面向地区 |
全国 |
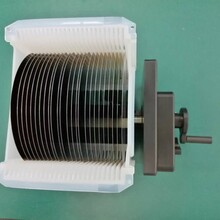
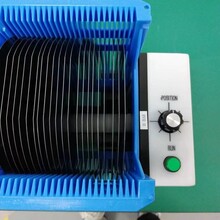
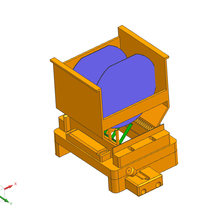
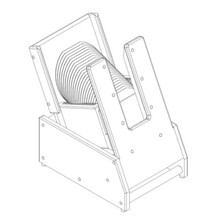
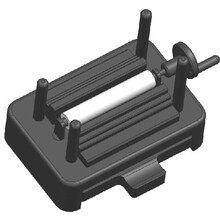
通过设置设备箱体、卡匣定位结构、检测机构和推料机构,使得在晶圆片传送时能够通过卡匣定位结构对卡匣进行定位,然后再通过检测机构检测卡匣内晶圆片的位置,避免晶圆片错位,后通过推料机构实现卡匣的传送,整个传送过程简单、易操作,实现自动化传片,且能够对晶圆片进行检测避免晶圆片错位造成传片损坏。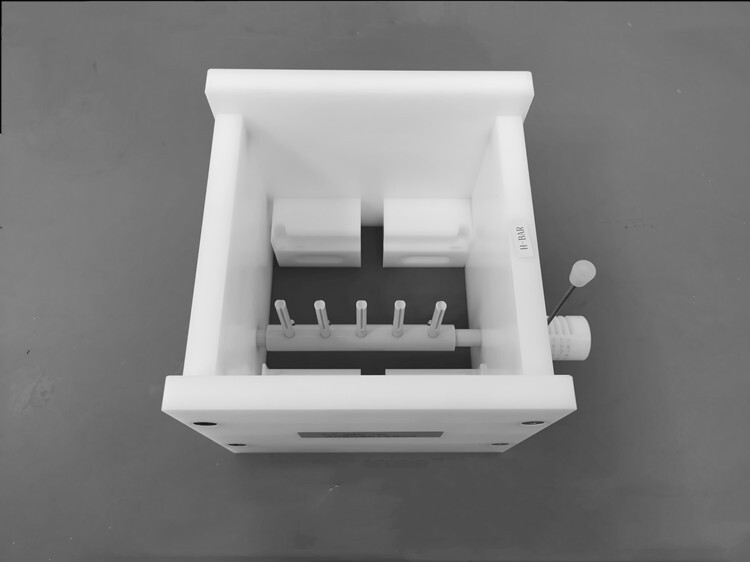
晶圆经过前道工席后芯片制备完成,还需要经过切割使晶圆上的芯片分离下来,后进行封装。不同厚度晶圆选择的晶圆切割工艺也不同:
厚度100um以上的晶圆一般使用刀片切割;
厚度不到100um的晶圆一般使用激光切割,激光切割可以减少剥落和裂纹的问题,但是在100um以上时,生产效率将大大降低;
厚度不到30um的晶圆则使用等离子切割,等离子切割速度快,不会对晶圆表面造成损伤,从而提高良率,但是其工艺过程更为复杂。
晶圆切割时,经常遇到较窄迹道(street)宽度,要求将每一次切割放在迹道中心几微米范围内的能力。这就要求使用具有高分度轴精度、高光学放大和对准运算的设备。当用窄迹道切割晶圆时,应选择尽可能薄的刀片。可是,很薄的刀片(20um)是非常脆弱的,更容易过早破裂和磨损。结果,其寿命期望和工艺稳定性都比较厚的刀片差。对于50~76um迹道的刀片推荐厚度应该是20~30um。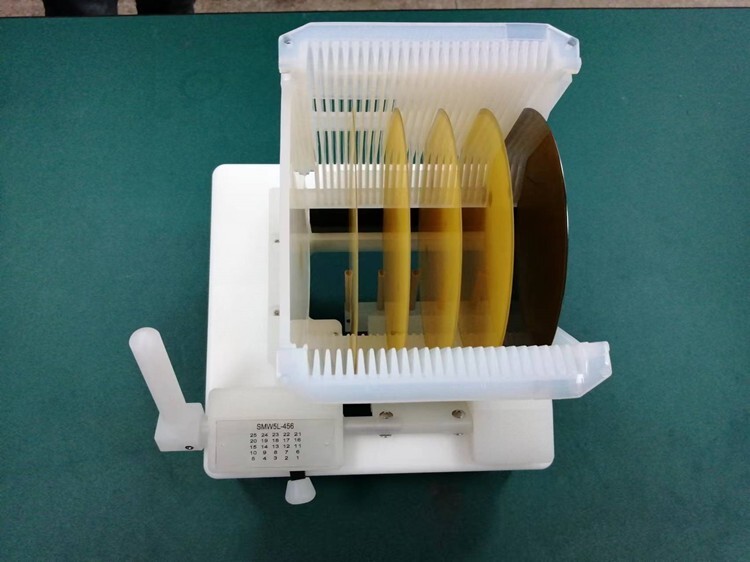
顶面碎片,它发生晶圆的顶面,变成一个合格率问题,当切片接近芯片的有源区域时,主要依靠刀片磨砂粒度、冷却剂流量和进给速度。
背面碎片发生在晶圆的底面,当大的、不规则微小裂纹从切割的底面扩散开并汇合到一起的时候。当这些微小裂纹足够长而引起不可接受的大颗粒从切口除掉的时候,BSC变成一个合格率问题。如果背面碎片的尺寸在10um以下,忽略不计。另一方面,当尺寸大于25um时,可以看作是潜在的受损。可是,50um的平均大小可以接受,示晶圆的厚度而定。
以稳定的扭矩运转的系统要求进给率、心轴速度和冷却剂流量的稳定。冷却剂在刀片上施加阻力,它造成扭力。新一代的切片系统通过控制冷却剂流量来保持稳定的流速和阻力,从而保持冷却剂扭矩影响稳定。当切片机有稳定的冷却剂流量和所有其它参数都受控制时,维持一个稳定的扭矩。如果记录,从稳定扭矩的任何偏离都是由于不受控的因素。这些包括由于喷嘴堵塞的冷却剂流量变化、喷嘴调整的变化、刀片对刀片的变化、刀片情况和操作员错误。
切片工艺变得越来越且要求高。切割迹道变得越窄,可能充满测试用衰耗器(test pad),并且刀片可能需要切割由不同材料制成的各种涂敷层。在这些条件下达到大的切片工艺合格率和生产率要求认真的刀片选择和的工艺控制能力。
蓝膜由于受其温度影响乃粘性度会发生变化,而且本身粘性度较高,因此,一般较大面积的芯片或者wafer减薄划切后直接进行后封装工艺,而非直接进行倒封装工艺做Inlay时,可以考虑使用蓝膜。
UV膜与蓝膜相比,它的粘性剥离度可变性使得其性很大,主要作用为:用于wafer减薄过程中对wafer进行固定;water划切过程中,用于保护芯片,防止其脱落或崩边,用于wafer的翻转和运输,防止已经划好的芯片发生脱落。规范化使用UV膜和蓝膜的各个参数,根据芯片所需要的加工工艺,选择合适的UV膜或者蓝膜,即可以节省成本,又可以加进芯片产业化发展。
晶圆倒片机是用来调整集成电路产线上晶圆生产材料序列位置的一款设备,它的任务是将产线上的晶圆通过制程需要进行分批、合并、翻转后进行下一道程序,这就要求晶圆倒片机拥有的传送效率和洁净程度。通俗来讲,更方便制造芯片,并且能够在高度环境要求下制造更好的芯片。
全国晶圆挑片器热销信息