关键词 |
衢州插片散热器,衢州插片散热器,插片散热器现货供应,基隆市插片散热器 |
面向地区 |
全国 |
,在试模高密齿和舌比大的模具时,个铝锭是150-200mm短铝锭或纯铝棒。
二、试模前,在中心线上调整挤压中心、挤、盛锭筒和模座出料口。
三、铝锭在试模和正常生产过程中的加热温度应在480-520℃之间。
四、模具加热温度按常规模具温度保持在480℃上下,直径200mm如果分离模保温超过3小时,平模保温时间不得少于2小时;直径大于200mm以上模具保温4-6小时,确保模具芯温度与外部温度对称。
五、试模或生产前,用清缸垫清洗盛锭筒内胆,检查挤压机空运行是否正常。
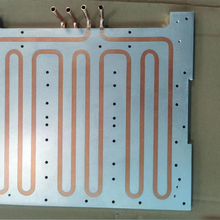
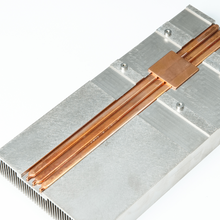
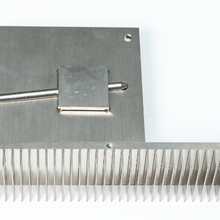
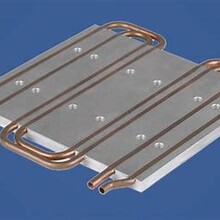
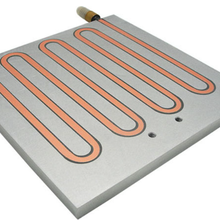
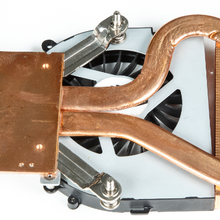
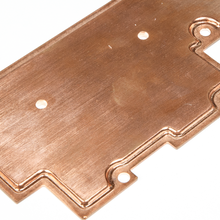
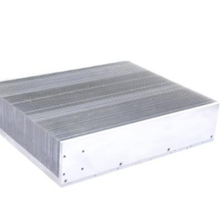
插齿作为传统的大功率散热器生产工艺,传统的铆接方式,但会导致配合间隙、牙齿松动等隐藏的排热风险,我们通过技术创新推出了各种介质连接新工艺,即选择高导热环氧粘接、钎焊、锡焊接,大大提高了排热的可靠性和稳定性,防止了风险。
地暖对房间内地板和家具的损害比较大,容易使它们老化褪色。如果家里面有比较名贵的木质家具,建议您好不要采用地暖方式取暖,非常的不利于家具的保养。而换成插片散热器的话,安装位置比较随意,距离家具的远近也可以很好的调整,不至于由于具体家具过近而使他们老化,很好的保护它们 [1] 。

全国插片散热器热销信息