氮化硅的性能及应用
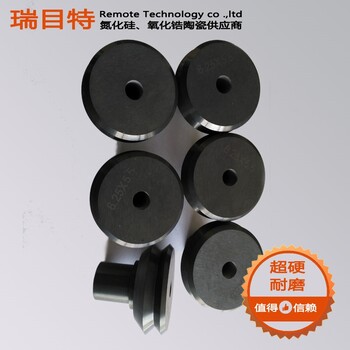
氮化硅陶瓷制品的种类也很多,应用也越来越广泛,作为高温结构陶瓷备受关注的是,在发动机制造方面取得了飞跃性进展的美国热压氮化硅制成的发动机转子成功地以5000转/min的转速长时间运转。
氮化硅陶瓷特点
氮化硅化学式Si3N4白色粉状晶体;熔点1900℃,密度3.44克/厘米(20℃)。
氮化硅陶瓷晶界相数量对腐蚀性能的影响:选择不同数量晶界相的陶瓷,进行腐蚀比较发现:反应初期,腐蚀速率基本吻合;随着腐蚀的进一步进行,腐蚀速率出现分歧,钝化层出现,且晶界相数量越多,氮化硅腐蚀越严重。氮化硅陶瓷的酸腐蚀主要是非晶态晶界的 腐蚀,且分为两步:Y3+ ,Al3+等烧结添加剂离子的浸出和扩散;残存水合玻璃相的破裂终在 晶界相表面形成了一层抗腐蚀保护层,即SiO2钝化层,阻止了腐蚀的进一步发生,图9用图解的 形式阐述了整个腐蚀过程强调的是,只有酸浓度达到一定程度时钝化层才可以形成钝化层的形成取决于两个反应过程:晶界层的水解反应和硅酸的脱水反应。
氮化硅陶瓷在空气中刚开始空气氧化的温度1300~1400℃。
尺寸精度:高可达0.003㎜
光洁度:高可达Ra0.03
同心度:高可达0.003㎜
平行度度:高可达0.003㎜
内孔:小可加工0.04㎜
直槽:窄可加工0.1㎜
厚度尺寸:小可加工0.1㎜
螺纹:小可加工内螺纹M2,外螺纹不限
氮化硅陶瓷生产制造流程
成型过程:热压铸成型,其工艺流程如下:配料→予热→除气→热压铸机成型→搅拌→石蜡→洗成蜡饼存放→表面活性物质此法适用于的矿物原料,氧化物,氧化物等为原料的新型陶瓷的成型,尤其对外形复杂,精密度高的中品更为适宜,不适宜于薄壁,大而长的制备生产。热压铸是将经过造粒,流动性好,颗粒级配合适的粉料,在模具中通过压机的压制而成型的方法称为干压成型地用于园形,薄片状的和种功能陶瓷和电子元件的生产,尤其适于压制厚度0.3~0.6%,直径为5-50%的简单品,不适用于形状复杂的制品的成型等静压成型等静压成型是利用液体介质的不可压缩性和压力均匀传递性能的一种成型方法,它又可分为冷等静压成湿式干式二种),热等静压成型二种方法。
烧结过程:热压烧结是将含有助烧剂的碳化硅粉料压制成型后放入石墨模具中在一定的压力下烧结,通常的烧结温度为1800Y一2200℃,压力为20 MPa一50 MPa烧结助剂与无压烷结类似,有B十C、B4c、Al、ALzO:、A1z〔)2十Y2吨、A1N、B203等在温度和压力共同作用下,使碳化硅更容易烧结、致密性更高,力学性能也较高但该法的生产效率低,生产成本高,只能适应形状简单的制品,故仅在某些特殊领域内应用。
加工过程工程陶瓷材料钻削多采用掏料钻。近年来,有成功利用行星式金刚石砂轮钻削方法加工工程陶瓷材料的报道所用钻头为一钻头,切削体部分为一小直径的金刚石砂轮钻削时,砂轮一边自转,一边沿一定圆周公转,依靠砂轮端面的金刚石磨粒切削作用完成材料去除该方法只适于加工较大的孔,对小孔加工较困难。在工业生产的某些领域,仅靠磨削是达不到工程陶瓷件表面光洁度要求的,通常要采用研磨和抛光另一方面,工程陶瓷材料韧性较小,脆性较大,其强度很容易受表面裂痕的影响但加工工艺往往造成加工表面材料有许多微裂纹,裂纹往往引起应力集中,使裂纹末端应力更大当该处应力超过裂纹扩展临界值时,裂纹便扩展,引起工件的破坏加工表面愈粗糙,表面裂纹愈大,愈易产生应力集中,工件强度愈低因此,研磨不仅是为了达到一定的粗糙度和高的形状精度,而且也是为了提高工件的强度.